产品介绍
松下机器人技术概述
松下在弧焊和激光焊接领域拥有领先的技术,在弧焊机器人方面,既有针对汽车等薄板领域低飞溅高速解决方案,也有针对建设机械及工程机械的中厚板解决方案。松下机器人焊接技术包括:

松下的标准机器人系统和经济型集成机器人系统,都是针对薄板的。本产品为松下的中厚板机器人焊接系统。
关于松下中厚板焊接系统
对中厚板焊接的理解
一提到中厚板技术,很多人第一感觉是中厚板技术针对板材很厚的工件,这种理解是不全面的。简单来说,适应中厚板技术的工件,它通常具备以下几个主要特点:
1、在工件用机器人焊接之前,预先在工装上进行组对点焊
2、工件重复定位精度远不满足±0.5mm以内,需要配合接触传感进行初始点寻位。有些工件由于焊接热变形等的影响需要配备电弧传感器
3、多数工件需要通过变位机带动工件,使焊缝达到船型焊或角焊缝的位置进行焊接。很多焊缝需要采用多层焊的方式对应焊接要求
满足以上几条的工件,通常为适应中厚板技术的工件。
中厚板工件特点及要求
中厚板焊接工件的特点以及对焊接系统的要求:

松下中厚板焊接用机器人系统的特点
示教量小,修改示教简单
设备操作性良好,可大大减轻操作工的负担
多种传感器减小误差
具备各种传感器,可以补正工件装配存在的误差以及工装夹具和变位机的误差
可方便地进行多层多道焊接
1、多层多道焊的焊接规范容易设
2、示教内容容易修改
3、传感器补偿的结果能够反应到实际工件上
4、变位机和机器人可以协调运行
能够实现省人化或无人化操作
可自动检测错误,并瞬时停止
系统构成
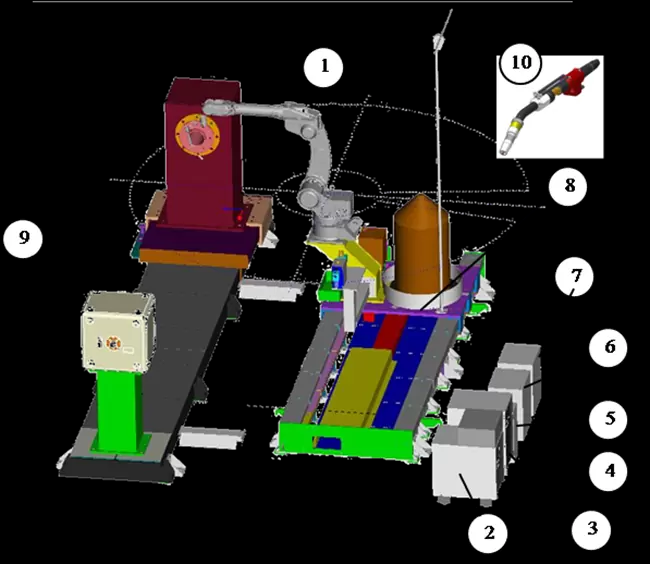
中厚板机器人焊接系统构成示例

1、机器人 2、焊接电源 3、机器人控制装置 4、高压接触传感器 5、电弧传感器
6、冷却水箱 7、变压器 8、机器人行走装置 9、外部轴变位机(带外部轴控制器)
10、松下水冷焊枪(带焊丝压紧装置)
中厚板焊接系统主要硬件介绍
|

|
接触传感器
原理:在焊丝与母材(工件)之间外加电压,焊丝向母材慢慢接近,接触的一刻检测出电压,由此可以检测出母材(工件)位置
作用:每个工件的焊缝位置可能会有偏差,如果按照固定的示教轨迹来焊接就会有焊偏的可能,通过接触传感,判断工件焊缝的实际位置来焊接就能达到要求
外观:请参见左图
|
|
电弧传感器
原理:电弧传感器是通过检测焊接电流的变化而跟踪焊缝的。其原理是对角焊缝进行摆动焊接时,在摆动两端和中央,由于电弧长度发生变化,所以焊接电流强度也发生变化。摆动中心与角焊缝中心的偏差即成为焊接电流左右变化的平衡差。电弧传感器捕捉此焊接电流的变化情况进行位置补偿。电弧传感的基本功能是对由于焊接材料的热变形、反翘等引起的焊缝偏移进行仿形控制
作用:输入每次摆动周期焊接电流的测定值,在摆动过程中适时将其转换成H方向与V方向上的位置补正值并加以输出
外观:请参见右图
|

|
|

|
清枪装置
作用:在焊接过程中,保证焊丝在每次传感时干伸长度一致,保证焊接过程中喷嘴保持通畅
外观:请参见左图
|
|
带焊丝压紧机构的焊枪和送丝机
作用:固定的焊丝干伸长是保证接触传感数据准确的基础,为了提高接触传感的精度,焊枪上使用了松下特有的焊丝压紧机构,防止焊丝在接触工件及动作过程中,焊丝长度发生变化。同时,为了提高送丝性能,配合焊枪工作,配备了带有压紧机构的送丝装置
外观:请参见右图
|

|
|

|
附加电源、继电器电路板
作用:实现接触传感、加紧机构、清枪减丝机构的控制,包括DC24V电源、继电器板
外观:请参见左图
|
|
高压接触传感功能(软件)
接触传感数据库,包括所有的传感方式,传感方向;计算接触传感后的补正值
请参见右图
|
.jpg")
|
|
.jpg")
|
中厚板焊接功能(软件)
中厚板焊接数据库,包括接头形式、电弧设定、两端处理、多层多道功能
注:中厚板功能不打开无法实现电弧传感
请参见左图
|
中厚板焊接功能相关软件列表
|
接触传感软件 |
坡口检测传感功能,型号:YA-1RPST1K01 |
|
接触传感功能,型号:YA-1RPST1 |
|
电弧传感软件 |
电弧传感功能,型号:YA-1RPSA1 |
|
中厚板焊接软件 |
厚板焊接功能,型号:YA-1RPMB1 |
|
中板焊接功能,型号:YA-1RPMC1 |
|
双丝焊接软件 |
双丝焊接功能,型号:YA-1RPMD1 |
|
外部轴协调功能 |
外部轴协调功能,型号:YA-1GPHA1 |
|
其他可选功能 |
-- |



 扫一扫咨询微信客服
扫一扫咨询微信客服







.jpg")
.jpg")


